2026-01-04
2026-01-04验证采用 PL‑12C 刀具钝化抛光机,搭配 15000‑L 磨料 进行处理,具体参数详见附图。
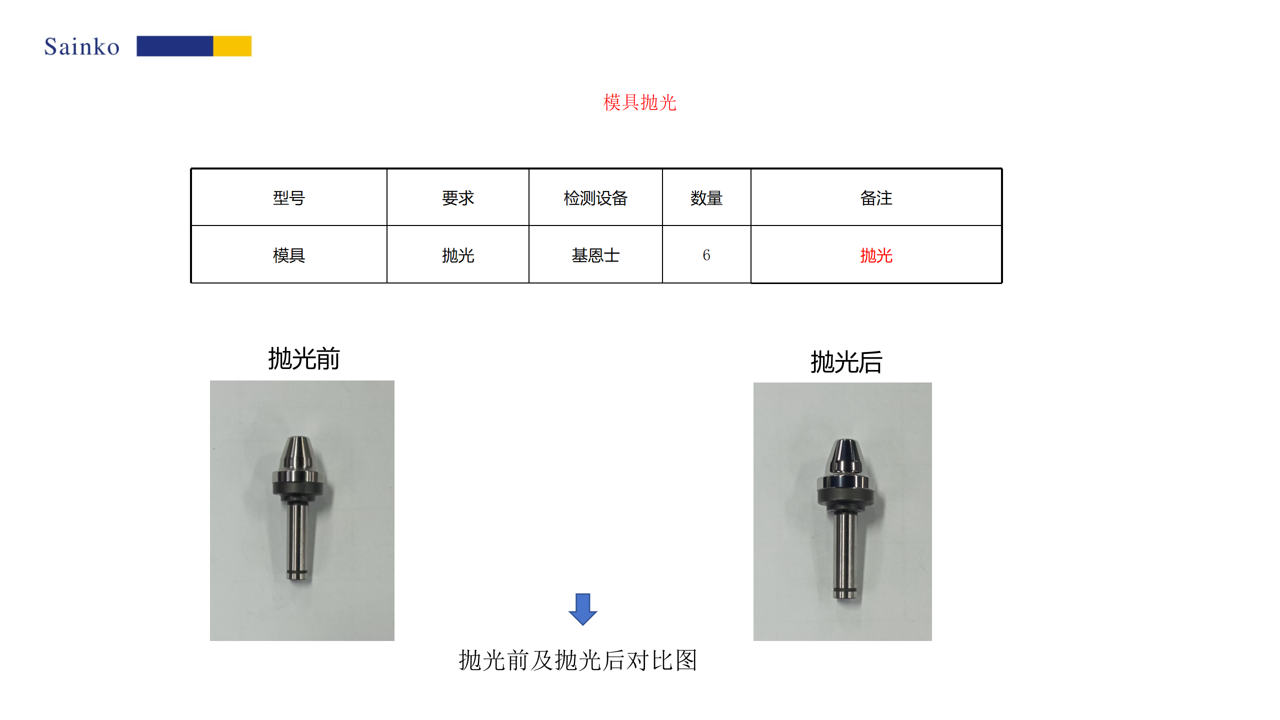
经基恩士检测设备及 200 倍 / 1000 倍显微观测,处理效果显著:
钝化前,两款刀粒刃口均存在明显锯齿、毛刺等缺陷,R 值分别为 17.94 μm 和 27.97 μm。
钝化后,刃口锯齿、毛刺大幅改善,R 值精准调控至 21.72 μm 和 21.61 μm,均达到客户预设目标。
后续应用验证显示:钝化后的刀粒可显著提升工件表面质量,优化排屑性能,为高效、稳定的切削加工提供可靠保障。