This test was conducted on 4 pieces of 5-flute corner radius end mills.
The passivation process was performed using a PL-24AX machine with 15000-L abrasive.
Before passivation, the edge radius (R-value) of a single tool was 6.43 μm.
After 29 seconds of passivation treatment per tool, the edge radius was stably measured at 9.93 μm by a Keyence measuring system.
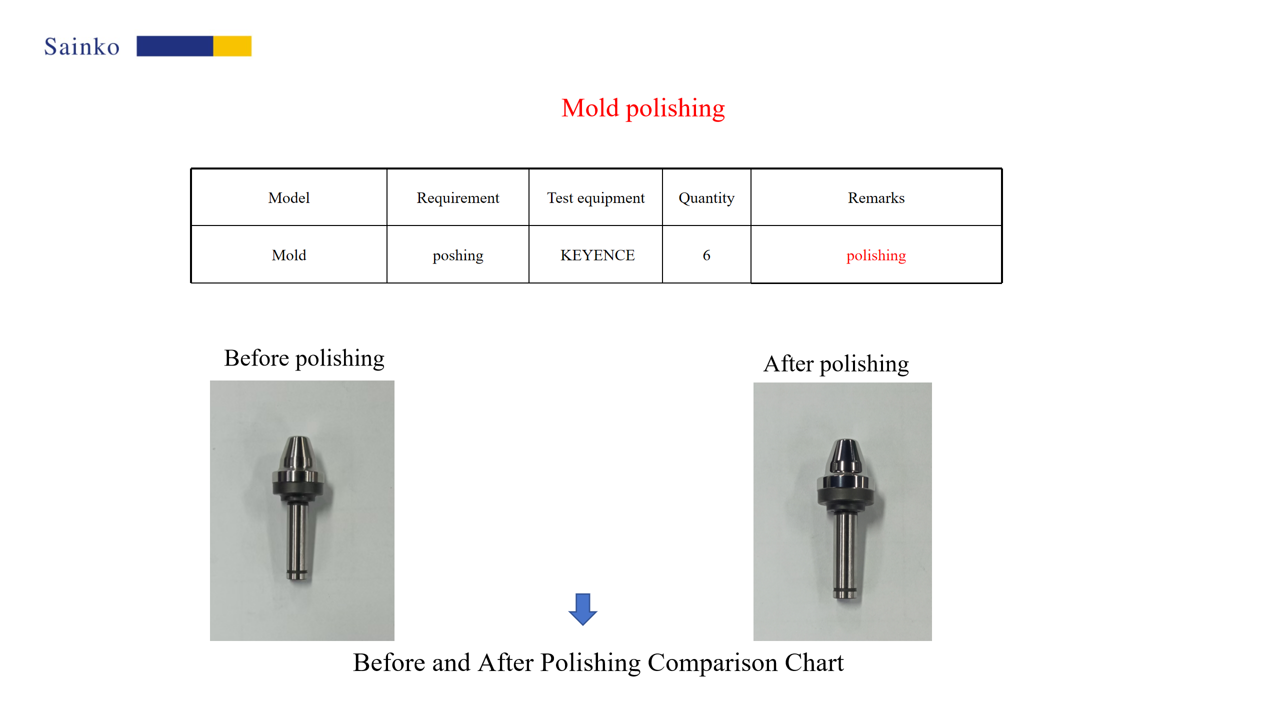
Comparison of cutting edge conditions under 500× magnification shows:
-
Before passivation: obvious serrations and burrs existed on the cutting edges.
-
After passivation: cutting edges became smooth and flat, with serrations and burrs basically eliminated.
This passivation treatment can effectively improve the surface quality of machined products and chip evacuation performance, meeting the customer’s preset target.






 2026-01-17
2026-01-17