2025-11-24
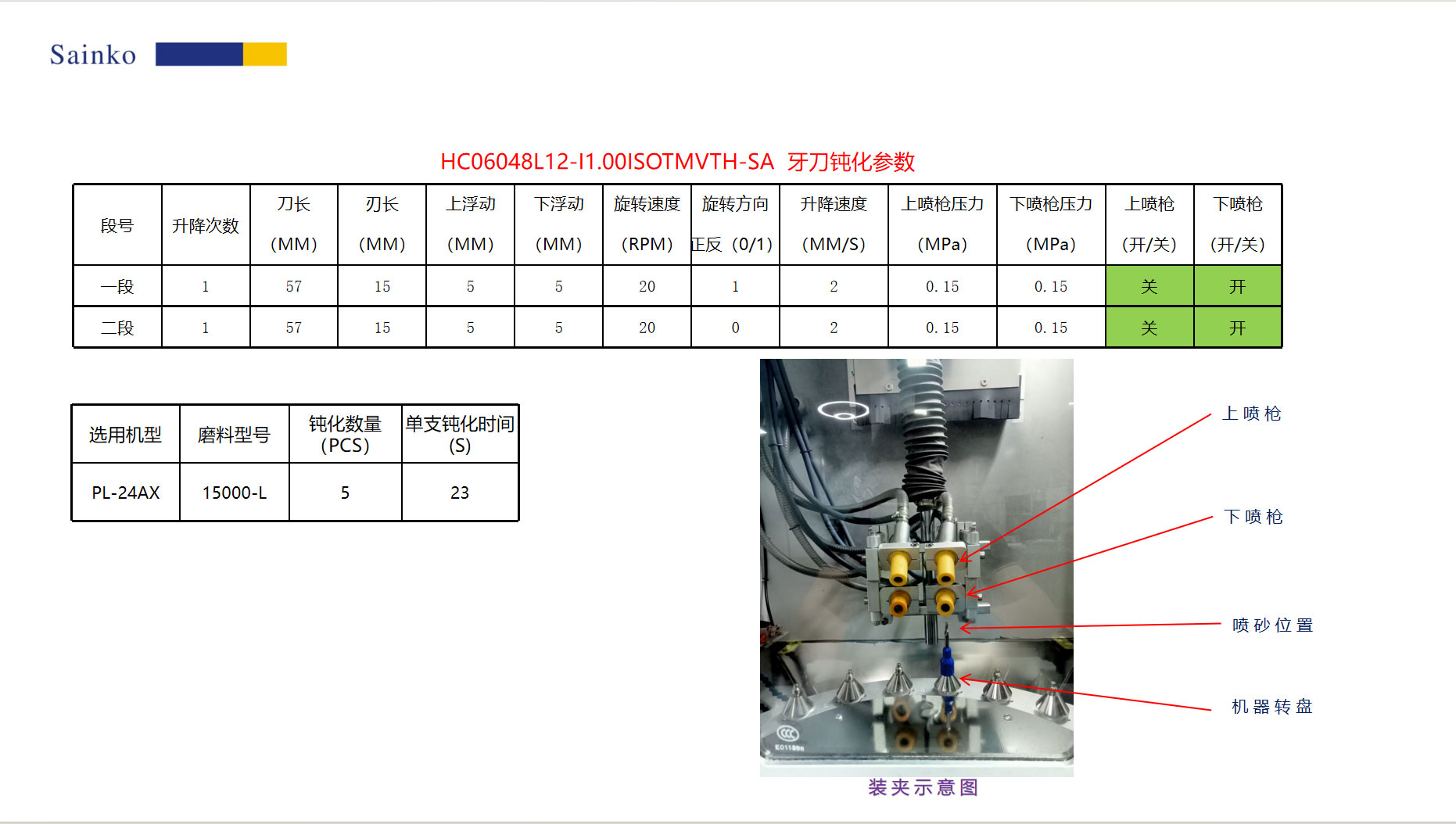
2025-11-24本次测试样品为客户提供的铣刀,型号为 HC06048L12-I1.00ISOTMVTH-SA,共计 5 件,核心需求为铣刀刃口钝化处理,且明确钝化值需达到 7 μm 标准。为确保加工精度与一致性,我司采用 PL-24AX 型钝化设备,并搭配 15000-L 型号磨料 进行刃口强化处理。
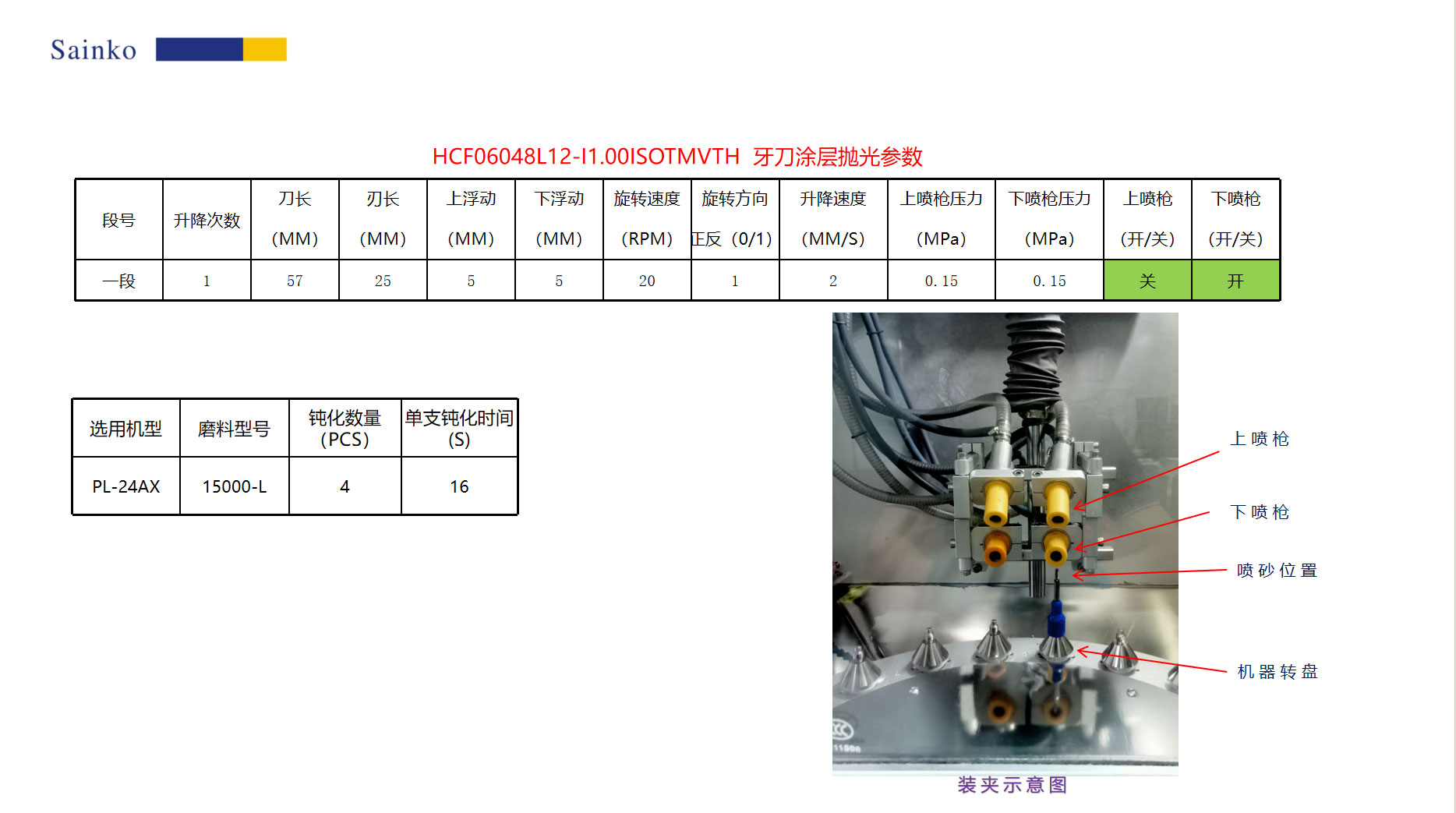
在加工过程中,通过设备对 钝化转速(20 RPM)、上下浮动量(5 mm)、升降速度(2 mm/s) 及 喷枪压力(0.15 MPa) 等工艺参数进行精准控制,并采用两段式喷砂工艺,确保刃口受力均匀、钝化达到要求。经设备精密控制与磨料的高效配合,5 件铣刀的刃口钝化值均稳定达到 7 μm 预设标准,有效去除了刃口原始存在的锯齿与毛刺。
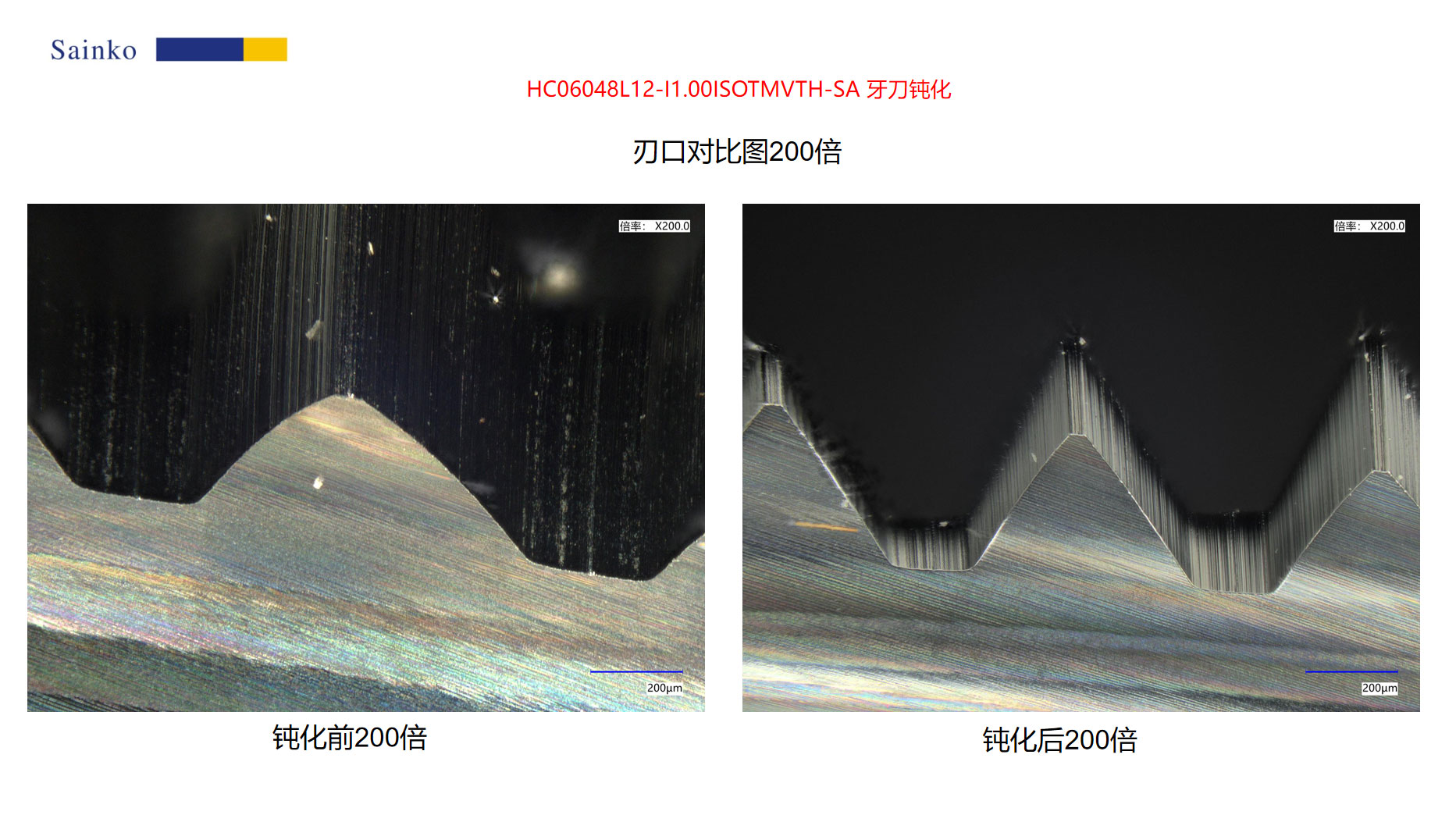
对比观察可见,钝化前刀刃存在明显的微小锯齿与毛刺,刃口不规则,易造成切削阻力大、表面粗糙度不佳等问题;而钝化后刀刃平整光滑,刃口形貌均匀圆润,无毛刺残留。此改进有效提升了加工产品的表面质量,优化切屑排出效果,显著减少切屑堆积及工件划伤风险。
通过此次钝化处理,铣刀整体切削性能得到明显提升,刀具稳定性增强,为后续高精度加工提供了可靠的刀具保障。具体测试数据与显微结果详见本报告。