语言
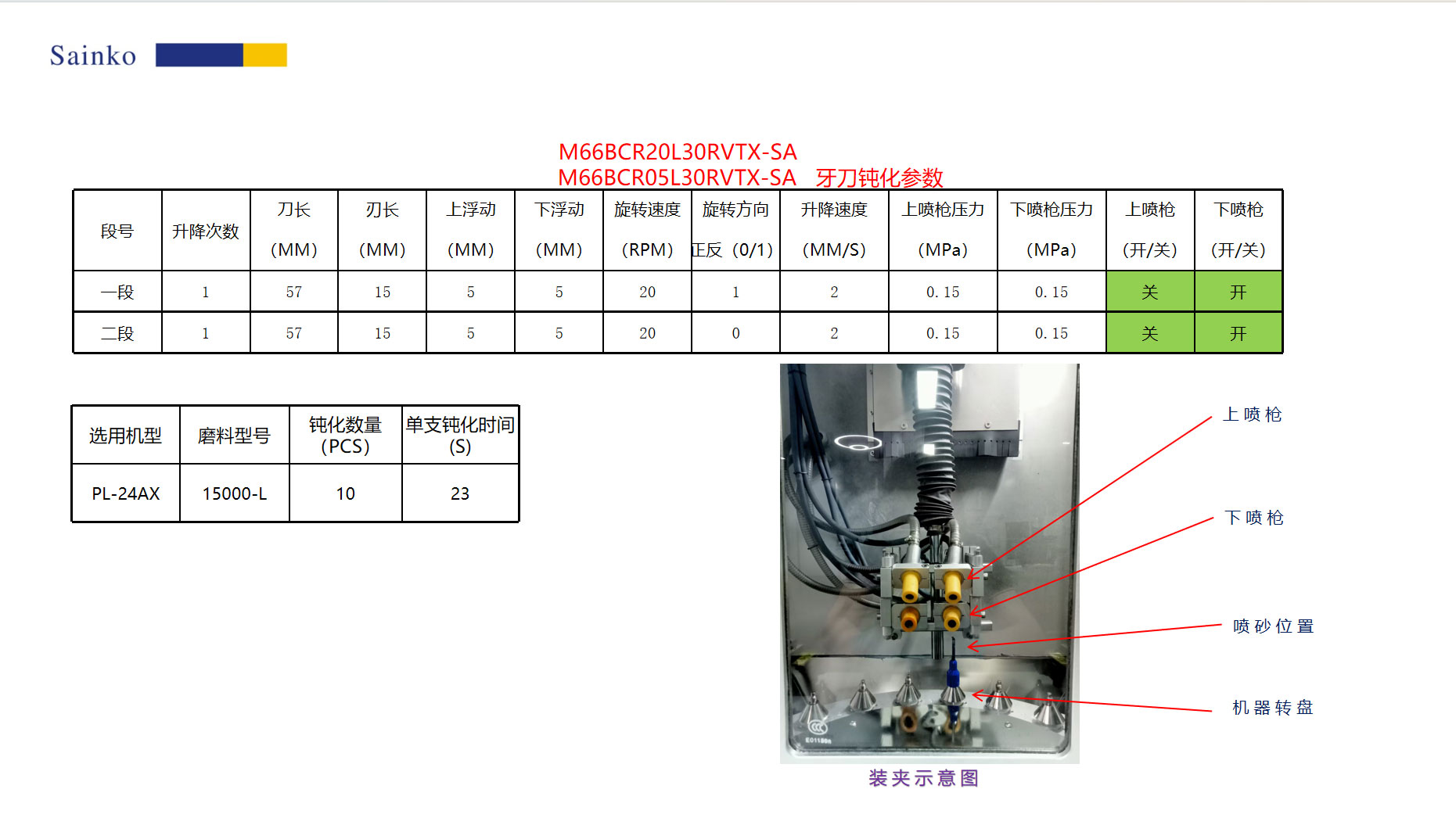
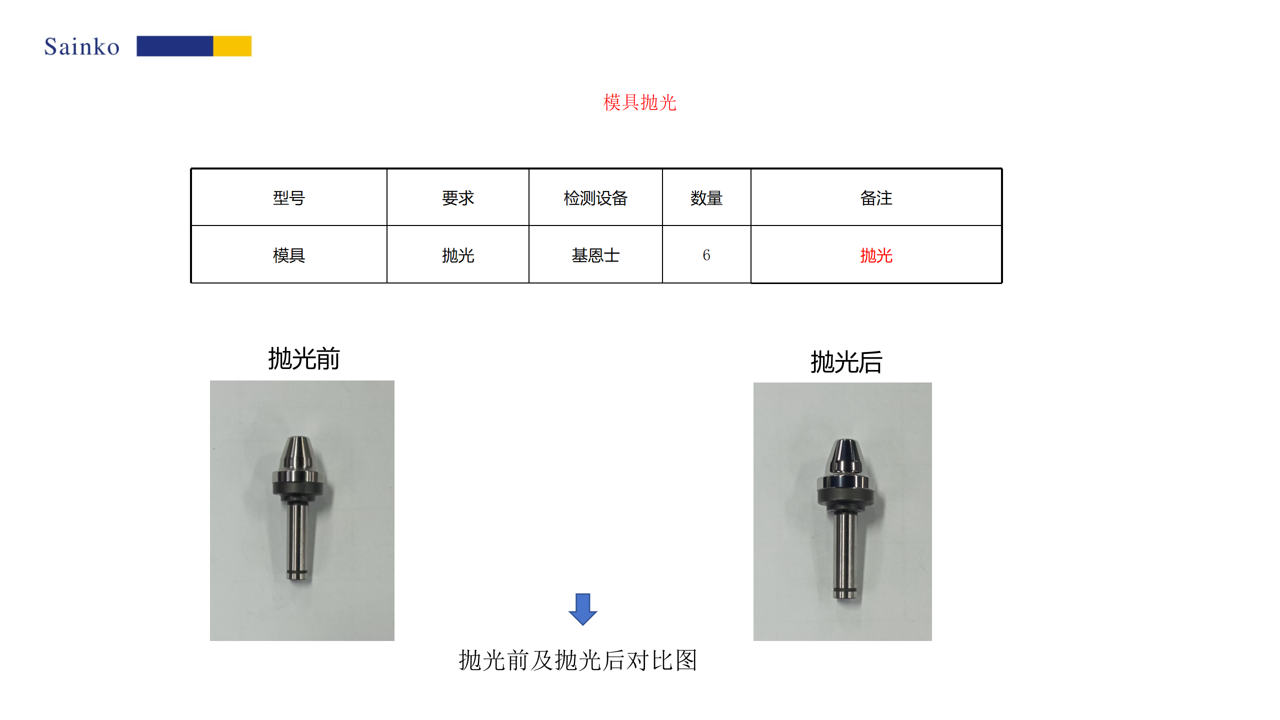
在加工过程中,通过设备参数进行精准控制,实现刃口的均匀钝化与细致抛光。结合磨料的作用,终 3 件铣刀的钝化值均稳定达到 7 μm 预设标准,同时有效消除了刃口原始存在的锯齿与毛刺。
经后续验证,钝化后的牙刀在切削加工过程中,不仅显著提升了加工件的表面光洁度,还优化了切屑排出效果。具体测试结果详见本报告。
我们将在24小时内给您回复。
0769-22236130
18925756721/18929488008
luohui@sainkolapping.com
luohui@sainko.net
东莞市松山湖街道中集产城数字科技园南三栋
 2025-11-11
2025-11-11